
电池模组激光焊接生产线方案根据客户的技术要求定制,供货范围包括电芯处理单元,电芯堆叠单元,极性检测及CCD寻址单元,汇流排焊接工站,采集线激光焊接工站,PACK装配线,及相关的测试设备、CCD系统、HMI系统;物流输送系统以及控制系统等。电池模组采集线焊接一般采用风冷模式,而客户要求是采用液冷方案。本文主要是关于电池模组采集线激光焊接部分详解。


电池模组
储能直流预制舱目前的冷却方式为风冷及液冷两种主流散热冷却方案。其中液冷相较于风冷具有一定的技术优势,主要表现如下:
(1)液冷模组采用液冷管路与电池包直接换热,液冷管路与外界接触少,换热效率高,综合换热能耗相对于风冷散热减少20%。直接表现为液冷直流预制舱运维能耗更低。
(2)液冷模组电池舱内部温差可以控制在3-5℃范围内,风冷散热温差只能控制在5-8℃,电芯充放电是电化学能与电能的相互转换,对温度较为敏感,单个储能直流预制舱数以千计电芯间较低的温差能保持电芯在使用中保持良好的一致性。
(3)液冷模组需要IP67级防护,模组内部与外部空气接触少,在电芯热失控的情况下,由于模组具备一定隔绝空气的能力。风冷电池包,与外界空气直接接触,电池包一旦发生热失控,风冷会进一步加剧热失控的范围。
(4)液冷模组IP67级防护设计,可以在此基础上,进一步增加消防到电池包的概念,进一步缩小消防范围。
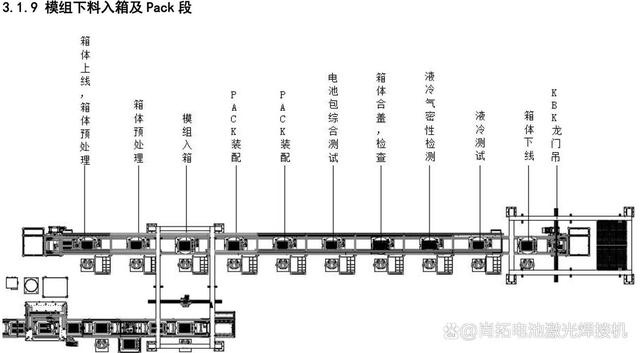
电池模组下料及PACK段
2000w电池模组采集线激光焊接部分主要功能说明:
1.焊缝模式:方形、带圆角方形、圆形、椭圆形、W 形、S 形、螺 旋形可调,可在操作界面编辑轨迹;
2.要有补焊程序,通过 CCD 确定焊接位置,进行焊接,离焦量要在 控制面板上显示并且可调;
3.焊接时需要激光测距,分辨率≤0.04mm,检测重复性精度≤ 0.08mm;
4.保护气和风刀气体各路均采用单独控制单元;
5.具备吸尘、排烟系统,防止飞溅损伤产品;
6.激光器采用2KW激光器,振镜焊接;
7.选用海康威视CCD对位;
8.使用新氧吸尘器吸尘。
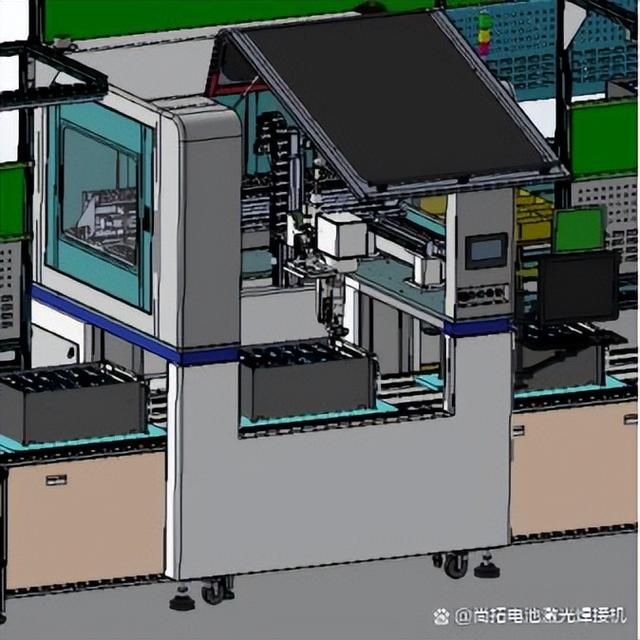
2000w电池模组采集线激光焊接部分
2000W光纤激光焊接机控制模块高度自动化,用户只需打开钥匙开关,在几秒钟内系统自动完成CPU及内存自检、控制系统自检、焊接参数调用等一系列动作,具有很高的工作效率。
2000W采用先进的激光控制系统,半导体泵浦一直维持在低电流状态下工作,老化后自动切换到其他模块,保证长时间输出稳定的激光功率。
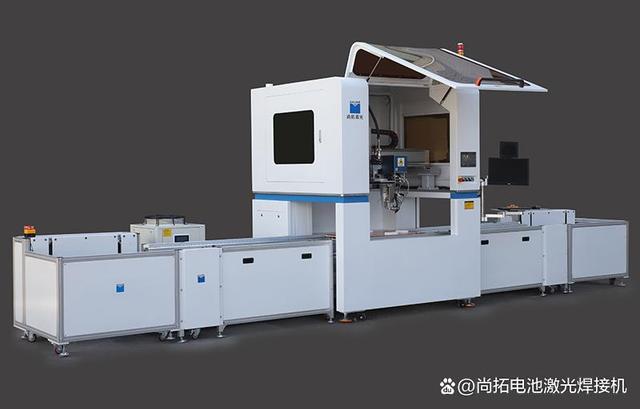
电池激光焊接生产线体
2000W电池模组采集线激光焊接部分前端有工采集线安装:模组阻挡定位,扫码,人工进行采集线安装,扭力枪数据上传。采集线焊后检测:人工作业,使用清洁布清洁焊点灰尘,检查焊缝质量,OK流至下一个工位,NG排出补焊。整体线工位进行合理的布局,在实现电池模组高效生产的同时节约人工成本。想要了解更多可以关注小编或者直接私信小编了解详细的设计方案。
创业项目群,学习操作 18个小项目,添加 微信:790838556 备注:小项目!
如若转载,请注明出处:https://www.zoodoho.com/84118.html
相关推荐
-
追风筝的人主要内容50字,追风筝的人主要内容50字左右
一次偶然的机会,拿到《追风筝的人》这本书,信手翻来,不由得着迷起来。 它是作家卡勒德?胡塞尼的第一部长篇小说,但却能以深刻的主题、动人的故事、流畅的情节和严谨的结构,紧紧抓住读者的…
-
北京事业单位招聘外地人吗,我的玩具核桃
果满枝头的荔枝、龙眼、香蕉;从头甜到尾的甘蔗;粗壮肥美的“良心薯”、南瓜、冬瓜;活蹦乱跳的鸡鸭鹅……在2月20日,即农历二月初一这天15辆绚烂多彩,极具当地特色的“年例”花车沿着宽…
-
新人怎么做自媒体?自媒体好做吗?怎么快速入门自媒体?
原标题:新人怎么做自媒体?自媒体好做吗?怎么快速入门自媒体? 如今自媒体正处于风口,站在风口,猪都可以飞起来。一部手机,一台电脑,人人都可以居家做自媒体,但是很多小白想做但又不知道…
-
娱乐圈一线女明星名单,内娱一线女明星名单
两个都是一线女星,参演电视剧比较多,频繁的出现在电视荧幕上,深受大众的喜爱。她们出演的电视剧,收视率也不错。 杨幂呢,可能在真人秀里出现的时候比赵丽颖多一些。这个原因可能是因为杨幂…
-
加盟网约车平台哪个好,加盟网约车平台哪个好一点
随着一次次的约谈,其实平台也是做出了一些整改的。本次约谈,一共说了四件事儿,第一件事儿就是确保行业的稳定性,其实对于司机来讲,说白了就是如何去平衡无证、单证和双证司机的收益问题,毕…
-
自媒体视频剪辑制作教学,自媒体视频剪辑制作教学方法
想学视频剪辑又不知道从何入手?这里分享一些剪辑可以使用的技巧和工具给你,操作简单易懂,小白也可以轻松掌握!快来看看吧! 1.素材浏览技巧 大多数小伙伴会将拍摄好的视频素材全部拖拽到…
-
宾馆欢乐椅怎么用,情侣酒店欢乐椅沙发使用说明
如今,休闲椅在家中是必不可少了家具了,阳台、客厅、卧室、书房,都可以根据家庭需求进行摆放。休闲椅种类众多,风格多样,大家要根据自身需求和家庭装修整体风格进行选购。今天小编给大家推荐…
-
适合学生做的网上兼职工作答题赚钱,适合学生做的网上兼职工作答题赚钱软件
“真要采访我吗?我在猪八戒网上的兼职故事好像很平淡。”起初,郭星(应自述者要求化名)似乎有意要回绝我们的采访,但真的聊到最后时,他又感叹“其实,我的故事很真实。” (以下内容基于分…
-
2023女孩名字寓意好的字,2023年属兔女孩取名宜用字
诗茵(诗:寓意文雅、浪漫) 歆婷( 歆:心悦,欢愉 婷:美好 ) 歆瑶( 歆:心悦,欢愉 瑶:美玉 ) 凌菲 (菲:草木的香气很浓 ) 熙雯 (熙:光明 雯:成花纹的云彩) 倩雪(…
-
手机摇一摇选号大乐透,手机摇一摇选号大乐透怎么选
“App开屏广告摇一摇跳转淘宝、京东,简直是今年双十一最差劲的体验。”“走着路打开软件,都没碰一下就跳转,手机不小心歪一下就跳转,一直以为是我手机的问题。”近年来,App开屏弹窗广…
-
淘小铺最新全面解析,社交电商对比和运营新方法
大家好, 这里是8090网创有道, 我是老陈。 最近和很多朋友交流中发现, 大家关于淘小铺比较关心的问题还是比较多的, 我整理了一下, 给大家做下参考和解答。 其实所有的商业模式,…
-
网名符号大全花样符号可复制,网名符号大全花样符号2022
漂亮的符号的有很多的,在特殊符号大全爱好者里面最不缺少的就是这一类的网名符号了,我们来分享一批这一类的游戏网名符号 ?2?将回1??? " ????乔?丽??゜?…